




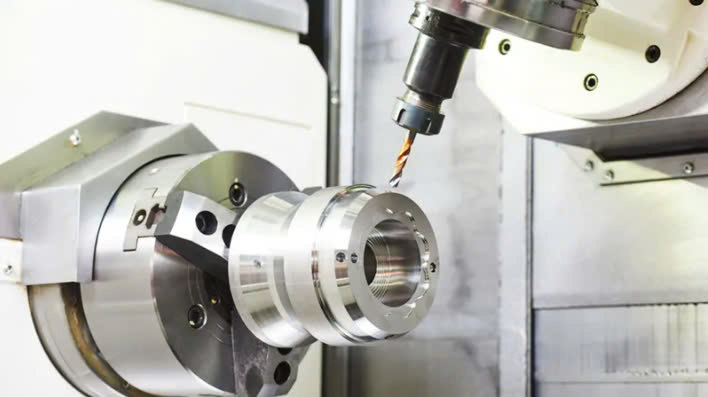
Gia công kim loại bằng máy CNC (1) được sử dụng rộng rãi trong nhiều ngành công nghiệp khác nhau vì độ chính xác, độ tin cậy, tốc độ và hiệu quả cao. Tuy nhiên, dịch vụ gia công CNC có thể đắt hơn so với các phương pháp sản xuất khác như in 3D. Chi phí là một vấn đề cần cân nhắc khi áp dụng gia công CNC cho cả sản xuất quy mô nhỏ và lớn. Sau đây là 10 cách thông minh mà các công ty có thể áp dụng nhằm giảm chi phí cho các bộ phận gia công CNC của mình.
(1) Máy CNC (Computerized Numerical Control): là loại máy gia công vật liệu hoạt động dưới sự hỗ trợ của các thiết bị điện tử được số hóa hoặc hệ thống máy tính.
Những yếu tố nào ảnh hưởng đến chi phí gia công CNC
Trước khi thực hiện bất kỳ phương án nào để giảm chi phí gia công, Quý vị cần hiểu các yếu tố ban đầu ảnh hưởng đến những chi phí này. Chi phí sản xuất CNC phụ thuộc vào bốn yếu tố sau:
1. Chi phí thiết lập: Chi phí này bao gồm mọi thứ từ chuẩn bị dữ liệu thiết kế CAD (Computer Aided Design) và công nghệ CAM (Computer Aided Manufacturing) đến lập kế hoạch quy trình. Chi phí thiết lập là cố định và quan trọng hơn đối với quy mô sản xuất nhỏ.
2. Chi phí vật liệu: Chi phí vật liệu được sử dụng để sản xuất một bộ phận, có ảnh hưởng đến tổng chi phí của quy trình sản xuất và chi phí thành phẩm. Vật liệu hiếm làm tăng chi phí rất nhiều. Khả năng gia công cũng là một yếu tố chi phí vật liệu khác, vì nó ảnh hưởng đến mức tiêu thụ tài nguyên và thời gian gia công cũng như nhân công.
3. Thời gian gia công: Trong lĩnh vực gia công CNC, thời gian rất quý báu. Thời gian gia công là một yếu tố chi phí quan trọng. Càng mất nhiều thời gian để gia công một bộ phận, chi phí sẽ càng cao. Chi phí liên quan đến việc vận hành và bảo dưỡng máy CNC, mức tiêu thụ năng lượng và tiền lương của người vận hành đều tăng khi thời gian gia công tăng.
4. Chi phí khác: Những chi phí này trong gia công CNC bao gồm mọi thứ có thể được coi là yêu cầu đặc biệt hoặc bổ sung. Bao gồm dung sai kỹ thuật, dụng cụ đặc biệt, kiểm soát chất lượng chặt chẽ hơn và tốc độ gia công.
Sau khi hiểu được các yếu tố ảnh hưởng đến chi phí trong gia công CNC, giờ đây chúng ta có thể khám phá những cách để giảm chi phí.
10 cách giúp giảm chi phí gia công kim loại bằng máy CNC
Phân tích các yếu tố chính ảnh hưởng đến chi phí gia công kim loại bằng máy CNC, có ba cách chính để giảm chi phí. Đó là tối ưu hóa thiết kế, lựa chọn vật liệu và các cân nhắc đặc biệt, trong đó tối ưu hóa thiết kế là quan trọng nhất. Sau đây là mười cách mà Quý vị có thể giảm chi phí gia công CNC.
1. Lựa chọn vật liệu

Trước khi chọn một vật liệu cụ thể, hãy tiến hành nghiên cứu sâu rộng để xác định rằng đó là lựa chọn ít tốn kém nhất, có tất cả các đặc tính cần thiết cho ứng dụng của Quý vị. Mặc dù chất lượng vật liệu không nên bị ảnh hưởng, nhưng không phải tất cả các đặc tính của vật liệu đều cần thiết cho một ứng dụng cụ thể. Ví dụ, thép chịu nhiệt là lựa chọn không cần thiết và tốn kém để gia công còi.
Một cân nhắc quan trọng khác về vật liệu là khả năng gia công. Một số vật liệu như nhôm, có khả năng gia công cao vì vậy nên sử dụng rộng rãi. Các hợp kim nhôm khác nhau có giá thành khác nhau. Ví dụ, một bộ phận được làm từ nhôm hiếm 3.1645, sẽ có giá cao hơn 25% so với nhôm 3.3206.
2. Tránh gia công nhiều loại bề mặt hoàn thiện
Gia công CNC thường tạo ra bề mặt gần như hoàn chỉnh. Mặc dù với một số bộ phận cần hoàn thiện nhiều bề mặt, nhưng chi phí cũng sẽ cao hơn. Các phương pháp tăng cường bề mặt như mạ anode (anodizing) (2) và màng chem (chem film) (3) chỉ nên thực hiện khi được yêu cầu. Một yếu tố gây tốn kém khác là việc áp dụng các bề mặt hoàn thiện khác nhau cho các vùng khác nhau của một bộ phận. Một ví dụ về điều này là khi phun bi ở một vùng và màng chem ở một vùng khác. Cố gắng giữ cho mọi thông số kỹ thuật hoàn thiện đồng nhất trên toàn bộ thiết bị.
(2) Mạ anode (Anodizing/ Anodized hóa): là phương pháp xử lý bề mặt nhôm tiên tiến, ứng dụng điện hóa để gia tăng độ dày lớp oxy hóa tự nhiên. Nhờ vậy, tính năng và thẩm mỹ của nhôm được nâng tầm vượt trội, đáp ứng nhu cầu đa dạng trong các lĩnh vực đời sống, công nghiệp và xây dựng.
(3) Chem film, còn được gọi là chemical film, là lớp phủ chuyển đổi hóa học. Nó thường đề cập đến lớp phủ chuyển đổi cromat được áp dụng cho nhôm và hợp kim của nó. Lớp phủ chemfilm cung cấp một lớp bảo vệ chống ăn mòn và là lớp nền cho sơn và sơn lót.
3. Đặt hàng số lượng lớn
Kinh tế quy mô áp dụng vào gia công CNC. Giá thành gia công giảm theo cấp số nhân khi khối lượng sản xuất tăng, đồng thời giúp tăng khoản tiết kiệm chi phí. Một đơn vị riêng lẻ của bộ phận trong ảnh bên dưới có giá 30,75 bảng Anh. Chi phí cho mỗi đơn vị giảm xuống còn 9,62 bảng Anh cho khối lượng sản xuất 10 bộ phận và 6,76 bảng Anh cho khối lượng sản xuất 100 bộ phận. Những mức giảm này là do chi phí thiết lập vẫn giữ nguyên, cho dù Quý vị sản xuất một đơn vị hay 100 đơn vị. Các đơn đặt hàng số lượng lớn cũng loại bỏ chi phí thiết lập máy khác nhau vì các thiết lập giống nhau sẽ được sử dụng cho toàn bộ quá trình sản xuất. Luôn tận dụng lợi thế của kinh tế quy mô bằng cách đặt hàng số lượng lớn.
4. Thành vách quá mỏng

Thành vách mỏng mất nhiều thời gian hơn để sản xuất. Điều này là do chúng dễ vỡ và cần nhiều lần cắt ở độ sâu nhỏ. Chúng cũng rất dễ rung, do đó việc gia công theo dung sai thiết kế là một vấn đề phức tạp và mất nhiều thời gian. Điều này làm tăng thời gian gia công và do đó làm tăng chi phí gia công. Để tránh chi phí này, hãy thiết kế thành dày hơn. Nên chọn độ dày thành vách tối thiểu là 0,8 mm đối với kim loại và 1,5 mm đối với nhựa.
5. Các cạnh trong được bo tròn với bán kính phù hợp
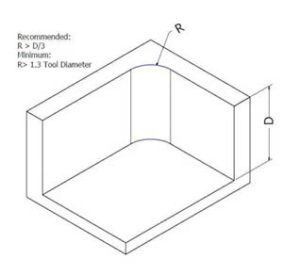
Vì dụng cụ cắt có dạng hình trụ nên không thể gia công các góc bên trong 90° hoàn hảo. Cách duy nhất để đạt được điều này là thông qua gia công điện cực EDM (Electrical Discharge Machining) (4), đây là quy trình sản xuất với chi phí cao hơn nhiều so với gia công máy CNC. Nên bo tròn tất cả các cạnh bên trong thiết kế của mình vì điều này sẽ giúp tiết kiệm thời gian đồng thời tránh tạo ra các cạnh sắc bén. Cũng nên sử dụng bán kính có kích thước đủ lớn, ít nhất bằng 1/3 độ sâu của khoang. Bán kính góc nhỏ sẽ yêu cầu một dụng cụ có đường kính nhỏ và vì dụng cụ nhỏ không thể loại bỏ một lượng lớn vật liệu trong một lần gia công nên sẽ cần nhiều lần gia công với tốc độ chậm hơn, do đó sẽ làm tăng thời gian và chi phí gia công.
(4) Gia công điện cực EDM: là một quá trình sản xuất trừ dựa trên nhiệt. Nó chuyển đổi dòng điện thành năng lượng làm tan chảy hoặc làm bay hơi vật liệu dư thừa từ phôi. Quá trình này xử lý sự xói mòn để tạo ra các vết cắt và hình dạng như mong muốn từ nguyên liệu thô.
6. Không thiết kế các lỗ sâu
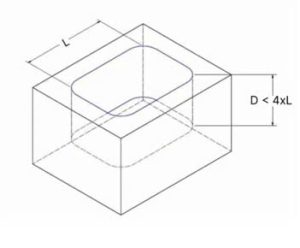
Các lỗ/ khoang sâu cần phải loại bỏ rất nhiều vật liệu để tạo ra, khiến chúng trở nên mất nhiều thời gian. Gia công chúng cũng có thể dẫn đến tình trạng dụng cụ bị treo, bị lệch và bị gãy. Cách duy nhất để tránh các vấn đề này là giảm dần độ chính xác của máy phay. Tuy nhiên, điều này cũng tốn rất nhiều thời gian.
Một cách đơn giản để tránh tất cả những điều này là thiết kế các lỗ khoang có độ sâu tối đa gấp bốn lần chiều rộng của chúng. Ví dụ, một lỗ khoang rộng 10 mm không được sâu hơn 40 mm. Lưu ý rằng bất kỳ lỗ khoang nào sâu hơn sáu lần đường kính của dụng cụ cắt đều được coi là sâu.
7. Giới hạn độ sâu của lỗ ren
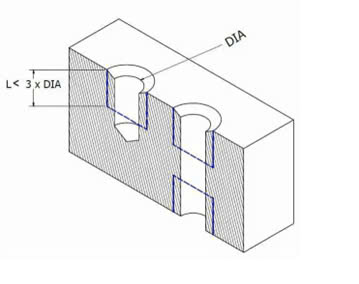
Ren giúp cho các thành phần kết nối với nhau. Tuy nhiên, vùng kết nối chắc chắn chủ yếu ở một vài ren đầu tiên, khiến cho các lỗ ren dài trở nên không cần thiết. Các lỗ ren dài có thể phù hợp với các công cụ đặc biệt và yêu cầu nhiều thời gian và nhân công hơn để gia công. Cần giới hạn độ sâu của ren, tối đa bằng ba lần đường kính lỗ ren. Khi ren lỗ mù (blind hole) (5), chúng tôi khuyên Quý vị nên thêm chiều dài không ren, ít nhất bằng một nửa đường kính lỗ ở đáy.
(5) Lỗ mù: là lỗ không xuyên hoàn toàn vào phôi và do đó có độ sâu nhất định.
8. Chỉ xác định dung sai khi cần thiết, tránh dung sai quá chặt chẽ

Dung sai thường làm tăng chi phí cũng như thời gian gia công và chỉ nên đề xuất khi cần thiết. Máy CNC có độ chính xác cao và tạo ra dung sai tiêu chuẩn khi dung sai tùy chỉnh không được chỉ định trong thiết kế. Dung sai chặt chẽ (6) chỉ nên được đề xuất khi cần thiết vì chúng khó áp dụng. Chúng cũng đòi hỏi nhiều thời gian gia công và kiểm tra thủ công hơn. Nên sử dụng kích thước và dung sai hình học – GD&T (Geometric dimensioning and tolerancing) (7) trong bản vẽ của mình và chúng xác định dung ít nghiêm ngặt hơn.
(6) Dung sai chặt chẽ: về cơ bản, điều này có nghĩa là các sản phẩm có dung sai chặt chẽ có các thông số thiết kế cực kỳ nghiêm ngặt. Nếu các thông số đó lệch đi dù chỉ một chút, sản phẩm sẽ trở nên vô dụng và phải được sản xuất lại từ đầu.
(7) GD&T: Kích thước và dung sai hình học là một hệ thống xác định và truyền đạt dung sai kỹ thuật thông qua ngôn ngữ ký hiệu trên bản vẽ kỹ thuật và mô hình 3D do máy tính tạo ra, để mô tả hình dạng danh nghĩa của đối tượng vật lý và biến thể cho phép của nó.
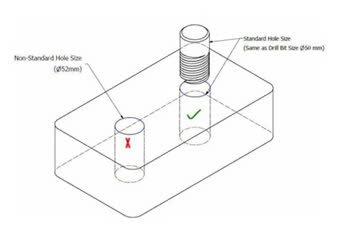
9. Sử dụng kích thước lỗ khoan tiêu chuẩn
Khi thiết kế lỗ khoan, hãy sử dụng kích thước mũi khoan tiêu chuẩn. Kích thước lỗ khoan không chuẩn sẽ yêu cầu máy phay để hoàn thiện theo kích thước không chuẩn đã chỉ định, khiến cho thời gian gia công tăng cao.
10. Không bao gồm chữ trong thiết kế cần gia công
Gia công chữ trên các bộ phận là một trình điều khiển chi phí không cần thiết, đòi hỏi thêm thời gian và nhân công để tạo ra. Có thể sơn chữ cần thiết trên bộ phận đã hoàn thiện sau khi sản xuất. Nếu cần đưa chữ vào, hãy sử dụng chữ khắc vì chúng liên quan đến việc loại bỏ ít vật liệu hơn.
Với một số mẹo này, các công ty có thể giảm đáng kể chi phí gia công các bộ phận bằng máy CNC.
Để xem các tin bài khác về “Gia công kim loại”, hãy nhấn vào đây.
![]()
Nguồn: Machinery

Giá quặng sắt đang đứng trước nguy cơ “tách rời” khỏi thực tế thị trường vật chất

Phát minh có thể thay đổi hoàn toàn ngành xây dựng: Dùng bã cà phê để trộn thêm, giúp bê tông cứng gấp nhiều lần, giảm phát thải CO2 đến hơn 20%

(Chinhphu.vn) - Hãng tin Sputnik vừa có bài viết nhận định tăng trưởng GDP của Việt Nam trong quý III/2025 không chỉ đứng đầu Đông Nam Á mà còn bỏ xa phần lớn các nền kinh tế lớn trong khu vực.
Công ty Cổ phần Cơ khí Tây Ninh trân trọng mời các đơn vị quan tâm, tham gia chào giá cạnh tranh

Đề xuất mở rộng thuế nhập khẩu của Mỹ với hơn 700 mặt hàng chứa thép đang làm dấy lên lo ngại Việt Nam có thể bị “vạ lây”, khi thép và sản phẩm thép Việt Nam chiếm tới 16% kim ngạch xuất khẩu sang thị trường này.

Giá thép và quặng sắt kỳ hạn giảm phiên thứ 4 liên tiếp do nhu cầu thép yếu tại Trung Quốc đã gây áp lực lên tâm lý thị trường.

Thứ trưởng Bộ Công Thương Nguyễn Sinh Nhật Tân vừa ký ban hành Quyết định số 3176/QĐ-BCT ngày 27/10/2025 về việc khởi xướng điều tra chống lẩn tránh biện pháp phòng vệ thương mại đối với sản phẩm thép cán nóng có xuất xứ từ Trung Quốc
Đang Online: 332
Lượt truy cập: 9452229




Copyright All @2019 - CÔNG TY CỔ PHẦN CƠ KHÍ TÂY NINH